{Available only in the full Enterprise version}
This is the command used to identify the file that you wish to download partially. This configuration page allows you to define the header, body, and trailer sections of the program. These sections will then be assembled into a temporary file and send to a machine so that you can re-execute the portion of the program that occurred after the tool break. The operator should send to DNC Precision a control program like:
%
O8888
(TOOLBREAK=N100)
(PRG=0010)
%
This program contains the following commands:
TOOLBREAK=N100 - specifies the tool break line in the program and contains two parts:
1. TOOLBREAK. It is the command name. This command name should be defined in the NC commands trigger list and assigned to the "Tool break" action. You may use any word instead of TOOLBREAK. In this case, you should make corresponding changes in the control program above and in the NC commands trigger list.
2.N100. It is the tool break line. You may define here:
•If your program contains numbering - program line number, like "N100";
•If your program doesn't contain numbering - any text that appears in the program, like "X0.001Z100". DNC Precision will search the first line with this text and use this line as a tool break line.
•You may specify any number, like "100". DNC Precision will use the line with this number as a tool break line.
PRG=0010 - specifies the program name to send. This command queues the program with this name to send. This file will be preprocessed to a temporary file before sending. DNC Precision will use header and footer sections and rules in these sections to assemble a temporary file.
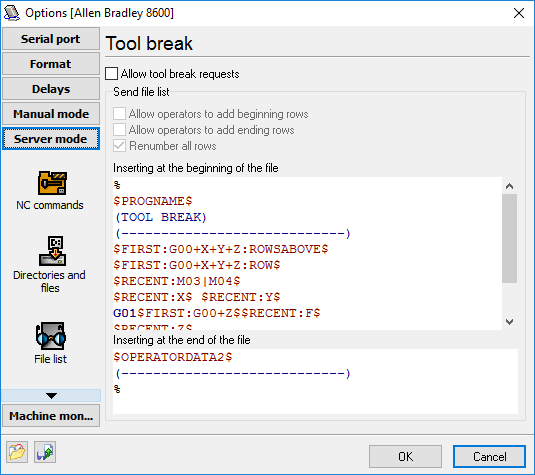
Fig. 14. Tool break command.
Tool break header (Inserting at the beginning of the file)
This optional field may contain any text and special variables (enclosed by $$) that will be added to a temporary file. Text lines will be added without modifications. All variables will be replaced with corresponding values.
Tool break variables
PROGNAME - the program name. DNC Precision searches the program body for first entry of the "Program name prefix" and use these characters as a program name.
FIRST - DNC Precision searches for first entry of specified text. Example: FIRST:G#0+X+Y+Z:ROWSABOVE. The variable contains three parts:
1.FIRST - variable name;
2.G#0+X+Y+Z - the search condition. You may define any text here (except $ character) or define a complex search condition. The complex search condition means that a target line should match all or one of the rules defined in this complex search condition. The complex search condition may contain "AND" or "OR" conditions. The "AND" condition example is "G01+X+Y+Z". This complex condition instructs DNC Precision to search a line that contains G01 and X and Y and Z strings. The "OR" condition example is "M03|M04". This complex condition instructs DNC Precision to search a line that contains any from M03 or M04. You may use both AND and OR conditions at the same time. The following example illustrates the "G01+X+Y|Z" condition. The AND condition has more priority than the OR condition. Therefore, DNC Precision will search a line that contains G01 and X and one of Y or Z. The search text may contain a special character #, like G#0. This character instructs DNC Precision to search any text that may contain one or more "0" (zero) at this position. Therefore, the G#0 condition may match G0, G00, G000, etc. M#3 condition may match M3, M03, M003, etc.
3.ROWSABOVE - optional, one or more variable parameters. These parameters are delimited by a comma.
RECENT - DNC Precision searches for most recent entry of specified text from the tool break line (except the tool break line). It means that DNC Precision search text backward, from the tool break line to the top of the file. Example: RECENT:X. The format of this variable is the same as the "FIRST" variable.
OPERATORDATA1, OPERATORDATA2 - this variable will be replaced with a text that an operator sends in the control program.
Variable parameters
Note: These parameters are applicable for FIRST and RECENT variables only.
ROWSABOVE - DNC Precision copies all lines above the found line to a temporary file;
ROW - DNC Precision copies the found line to a temporary file;
ROWS### - DNC Precision copies ### lines (where ### is any positive number) after the found line to a temporary file;
SEEK - DNC Precision uses this line as a temporary tool break line for next FIRST or RECENT variable;
CS - the search is sensitive to a character's case. If this parameter isn't defined, then the search is case-insensitive;
RE - the search string is a regular expression (advanced usage).
Options
Allow operator to add beginning rows - if this option is enabled, OPERATORDATA1 may be replaced with a text that operator may specify in the control program. Otherwise, this variable will be replaced with an empty line.
Allow operator to add ending rows - if this option is enabled, OPERATORDATA1 may be replaced with a text that operator may specify in the control program. Otherwise, this variable will be replaced with an empty line.
Renumber all rows - if this option is enabled, then DNC Precision will renumber all rows before sending the temporary file. Otherwise, you may define line numbers in the header and footer templates.
Real world example
The control program:
%
O8888
(PRG=100)
(TOOLBREAK=N000299) <-- Tool break line
%
The header template:
%
$PROGNAME$
(TOOL BREAK)
(----------------------------)
$FIRST:G#0+X+Y+Z:ROWSABOVE$
$FIRST:G#0+X+Y+Z:ROW$
$RECENT:M#3|M#4$
$RECENT:X$ $RECENT:Y$
G01$FIRST:G#0+Z$$RECENT:F$
$RECENT:Z$
$OPERATORDATA1$
The footer template:
$OPERATORDATA2$
(----------------------------)
%
The source program:
%
O0100
N000001 G90 G80 G00 G17 G40 G54
N000002 G43 H1 Z80. S3000 M03
N000003 G00 X94.11 Y0.0 Z60. M08
N000004 Z15.
N000005 G01 Z10.8 F840
N000006 X111.61 F2800
N000007 X174.11
N000008 Y-7.025
N000009 X196.941
N000010 G02 X226.615 Y-2.599 I25.5 J-69.276
N000011 G01 X238.56
N000012 Y2.599
N000013 X226.491
N000014 G02 X197.014 Y7.024 I-3.984 J73.849
N000015 G01 X174.11 Y7.023
N000016 Y0.0
N000017 X161.61
N000018 Y-19.525
N000019 X199.276
N000020 G02 X226.245 Y-15.099 I23.166 J-56.776
N000021 G01 X251.06
N000022 Y15.099
N000023 X226.139
N000024 G02 X199.343 Y19.524 I-3.631 J61.349
......
N000205 Z12.6
N000206 G01 Z8.4 F840
N000207 X111.61 F2800
N000208 X194.836
N000209 X174.11
N000210 Y-0.339
N000211 X215.562
N000212 X218.886 Y-0.105
N000213 X224.072 Y-0.133
N000214 X238.56
N000215 Y0.134
N000216 X224.401
N000217 X218.883 Y0.105
N000218 X215.562 Y0.339
N000219 X194.836
N000220 Y12.839
N000221 X161.61
N000222 Y-12.839
N000223 X216.002
N000224 X219.291 Y-12.607
N000225 X224.072 Y-12.633
N000226 X251.06
N000227 Y12.633
N000228 X224.335 Y12.634
N000229 X219.289 Y12.607
N000230 X216.002 Y12.839
N000231 X194.836
N000232 Y25.339
N000233 X149.11
N000234 Y-25.339
N000235 X216.442
N000236 X219.697 Y-25.11
N000237 X224.072 Y-25.133
N000238 X263.56
N000239 Y25.133
N000240 X224.27 Y25.134
N000241 X219.696 Y25.11
N000242 X216.442 Y25.339
N000243 X194.836
N000244 Y37.839
N000245 X136.61
N000246 Y-37.839
N000247 X216.881
N000248 X220.103 Y-37.612
N000249 X224.072 Y-37.633
N000250 X275.349
N000251 X276.06 Y-36.943
N000252 Y36.824
N000253 G02 X275.261 Y37.633 I29.106 J29.569
N000254 G01 X224.204 Y37.634
N000255 X220.103 Y37.612
N000256 X216.881 Y37.839
N000257 X194.836
N000258 Y50.339
N000259 X125.412
N000260 X124.11 Y49.841
N000261 Y-49.848
N000262 X125.399 Y-50.339
N000263 X217.321
N000264 X220.51 Y-50.114
N000265 X224.072 Y-50.133
N000266 X281.298
N000267 X281.83 Y-49.329
N000268 X284.328 Y-46.338
N000269 X286.495 Y-44.235
N000270 X288.56 Y-42.606
N000271 Y42.63
N000272 G02 X281.165 Y50.133 I16.606 J23.764
N000273 G01 X224.138
N000274 X220.51 Y50.114
N000275 X217.321 Y50.339
N000276 X194.836
N000277 X199.836 Y57.839
N000278 G03 X194.836 Y62.839 I-5. J0.0
N000279 G01 X123.082
N000280 X119.926 Y61.62
N000281 X117.146 Y60.612
N000282 X116.77 Y60.532
N000283 X112.002 Y60.27
N000284 X111.951 Y59.889
N000285 X111.673 Y56.807
N000286 X111.61 Y53.651
N000287 Y-53.651
N000288 X111.672 Y-56.807
N000289 X111.95 Y-59.888
N000290 X112.001 Y-60.261
N000291 X116.77 Y-60.566
N000292 X117.215 Y-60.667
N000293 X119.926 Y-61.627
N000294 X123.082 Y-62.839
N000295 X217.76
N000296 X220.916 Y-62.617
N000297 X224.072 Y-62.633
N000298 X288.016
N000299 X291.871 Y-56.807
N000300 X293.503 Y-54.852
N000301 X294.741 Y-53.651
N000302 X296.036 Y-52.629
N000303 X296.659 Y-52.25
N000304 X301.06 Y-50.783
N000305 Y50.792
..............
M30
%
The result program:
%
O0100 <--- PROGNAME variable
N00010 (TOOL BREAK) <--- copied by $FIRST:G#0+X+Y+Z:ROWSABOVE$
N00020 (----------------------------) <--- $FIRST:G#0+X+Y+Z:ROWSABOVE$
N00030 G90 G80 G00 G17 G40 G54 <--- $FIRST:G#0+X+Y+Z:ROWSABOVE$
N00040 G43 H1 Z80. S3000 M03 <--- $FIRST:G#0+X+Y+Z:ROWSABOVE$
N00050 G00 X94.11 Y0.0 Z60. M08 <--- $FIRST:G#0+X+Y+Z:ROW$
N00060 M03 <--- $RECENT:M#3|M#4$
N00070 X288.016 Y-62.633 <--- $RECENT:X$ $RECENT:Y$
N00080 G01Z60.F2800 <--- G01$FIRST:G#0+Z$$RECENT:F$
N00090 Z8.4 <--- $RECENT:Z$
N000299 X291.871 Y-56.807
N000300 X293.503 Y-54.852
N000301 X294.741 Y-53.651
N000302 X296.036 Y-52.629
N000303 X296.659 Y-52.25
N000304 X301.06 Y-50.783
N000305 Y50.792
..............
M30
%